
Historically, steam-pipe heating was used more frequently than any other method for preventing freezing and providing heat to industrial piping. Steam offers a high heat capacity along with an effective heat transfer coefficient. When energy costs were low and steam was considered practically cost-free, it became the standard approach for heating piping and containers.
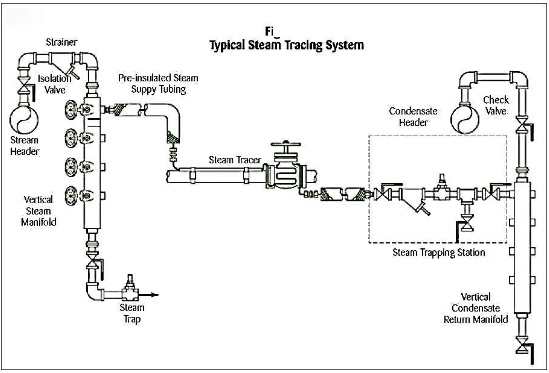
As steam flows through a heating pipe, it releases its latent heat to the process pipe, compensating for heat loss through the insulation. During this stage, the steam temperature remains constant. However, as the steam continues downstream, condensation begins to form. The amount of condensate gradually increases, and because condensate has a significantly lower temperature and poorer heat transfer properties than steam, heating efficiency declines along the pipe length. For this reason, a steam trap must be installed at the end of each heating circuit to discharge condensate with minimal steam loss.
Since condensate must be pushed into the steam trap, often upward, the system must maintain adequate pressure. This limits the maximum length of steam heating circuits. If circuits are too long, they can periodically flood with condensate, causing unstable and unpredictable performance. Even in shorter circuits, a drop in ambient temperature increases heat loss and accelerates condensate formation.
Another challenge in steam heating is temperature inconsistency along the heating cycle. At the start of the cycle, high-temperature steam enters the system. As heat is transferred to the process piping, temperature variations occur, eventually resulting in a mixture of steam and condensate. This leads to excessively high temperatures near the inlet and uneven temperatures throughout the cycle, wasting energy and limiting the effective length of heating circuits.
These issues require allocating valuable plant space for steam distribution lines, steam traps, and condensate return infrastructure. Steam traps, in particular, are critical yet sensitive components. Their mechanical operation involves moving parts that suffer from constant wear, steam erosion, and clogging caused by poor steam quality. As a result, steam systems require extensive preventive and breakdown maintenance. Proper operation demands at least one annual inspection, and on average, about 6 percent of steam traps must be replaced each year.
Steam heating systems also suffer from significant energy waste. Steam continues to deliver heat at a constant temperature regardless of the actual temperature needed in the process line. This can cause the pipeline contents to overheat, and in the event of a fault, may lead to severe energy loss. There is still no fully reliable method to precisely control pipe temperature or regulate the energy delivered in steam-based systems. Even with the best steam traps, some steam loss is unavoidable. If a trap fails in the open position, substantial steam loss occurs, especially since these systems often operate around the clock.
Another common failure results from steam leaks at pipe joints. Such leaks cause the insulation to become saturated with moisture, destroying its thermal properties. The outcome is increased heat loss to the surroundings, meaning that instead of heating the process piping, the system effectively cools it.